Differences and precautions in processing copper busbars vs. aluminum busbars
When punching, cutting, and bending copper and aluminum busbars, to avoid obvious bright bands/shear bands or even burrs on the processed cross-section, it is recommended to establish two independent parameter libraries (“Copper-Lib” and “Aluminum-Lib”) in the CNC system of the busbar machine, and to distinguish between copper busbar-specific molds and aluminum busbar-specific molds for the…
{kind=link}
{kind=link}
When high and low voltage switchgear manufacturers or electrical panel factories use busbar machine (related: What is a busbar machine?) to process copper and aluminum busbars, if the technical engineers do not understand the physical properties (hardness, ductility, resilience) of the two metal materials, the finished product will be uncontrollable when punching, cutting and bending copper and aluminum busbars. This will result in obvious bright zone/shear zone, or even burrs, which will affect the quality and service life of the switchgear or electrical panel.
Copper busbars and aluminum busbars have significantly different physical properties, resulting in drastically different processing parameters and precautions. The following is a detailed analysis of the differences and specific precautions for machining these two materials in busbar machine processing:
Physical properties of copper busbars and aluminum busbars
| Feature | Copper busbar | Aluminum busbar | Processing impact |
|---|---|---|---|
| Hardness | Higher | Lower (Softer) | Copper requires greater shearing and punching pressure; aluminum tends to stick to the tool. |
| Ductility | Excellent | Good, but Brittle and easily broken | Copper can be bent with a small radius angle; aluminum is prone to cracking under small radius angles. |
| Rebound Rate | Smaller, more stable | Large and unstable | The bending angle compensation for aluminum needs to be set to a larger value. |
| Surface | Average scratch resistance | Very easy to scratch | Aluminum busbars require extra care during feeding and processing. |
When punching copper busbars, the cut surface is usually clean with few burrs. However, due to the hardness of copper, the punching die head wears relatively quickly, requiring regular checks of the punch’s sharpness.
When punching aluminum busbars, the soft and sticky nature of aluminum makes it prone to **Galling**, where aluminum shavings adhere to the punch or die. Therefore, the die must be cleaned more frequently to prevent shavings buildup that could cause punching deformation or die jamming. For aluminum busbars, the die clearance can be appropriately reduced to ensure a smooth hole wall.
Differences and precautions in punching unit processing
When punching copper busbars, the cut surface is usually clean with few burrs. However, due to the hardness of copper, the punching die head wears relatively quickly, requiring regular checks of the punch’s sharpness.
When punching aluminum busbars, the soft and sticky nature of aluminum makes it prone to **Galling**, where aluminum shavings adhere to the punch or die. Therefore, the die must be cleaned more frequently to prevent shavings buildup that could cause punching deformation or die jamming. For aluminum busbars, the die clearance can be appropriately reduced to ensure a smooth hole wall.
Differences and precautions in cutting unit processing
Copper busbars have high shear resistance and typically have a bright cross-section. However, one crucial point must be noted: ensure the shear blade is sharp. If the blade is dull, the copper busbar cross-section is prone to chipped corners or severe burrs.
Aluminum busbars, on the other hand, have low shear resistance but are easily deformed (flattened). During shearing, the pressure of the clamping foot (pressing device) must be moderate. Excessive pressure may leave indentations on the aluminum busbar surface, while insufficient pressure will result in a non-perpendicular cross-section.
Differences and Precautions in Bending Unit Processing – The Most Critical Step
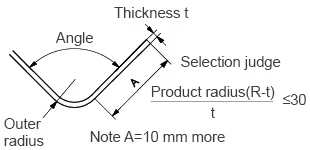
This is the process with the biggest difference between the two, mainly in the **bending radius (R angle) and springback compensation**.
Copper busbars have good ductility and can usually use smaller R angle dies (e.g., R = busbar thickness), making them less prone to cracking. Their springback angle is smaller (usually around 3°-5°), making CNC control easier.
Aluminum busbars (especially hard aluminum) are extremely prone to cracking when stretched on the outside. This requires that **larger bending R angle dies must be used when processing aluminum busbars**, and **it is generally recommended that the R angle be ≥ 1.5 to 2 times the aluminum busbar thickness**. The springback rate of aluminum is also usually greater than that of copper (depending on the aluminum grade), and there is significant batch-to-batch variation. If the target angle is 90°, copper may only need to be bent to 92°, while aluminum may need to be bent to 95° or even more to spring back to 90°. It is recommended to set up a separate material library parameter for aluminum busbars in the CNC system.
Operation and maintenance precautions
- **Mold Protection (Recommended)**
- Although copper and aluminum can use the same set of molds, to prevent **electrochemical corrosion** (copper-aluminum contact accelerates corrosion in humid environments), it is recommended to use separate molds for copper and aluminum whenever possible. If mixing is unavoidable, thoroughly clean any metal shavings from the molds before switching materials.
- **Surface Protection:**
- Aluminum busbars are very easily scratched. When dragging aluminum busbars for positioning, avoid dragging them hard on the worktable. It is recommended to apply anti-abrasion rubber pads to the worktable of the busbar machine or use an auxiliary bracket with rollers.
- **Lubrication:**
- When punching holes in aluminum busbars, apply a small amount of special lubricating oil or alcohol to the punch to reduce adhesion and improve demolding smoothness.
Summary and Recommendations
If you are conducting mass production, it is recommended to establish two independent parameter libraries (“Copper-Lib” and “Aluminum-Lib”) in the CNC system of the busbar machine, and to distinguish between copper busbar-specific dies and aluminum busbar-specific dies for the punching unit. It is crucial to record the different bending elastic coefficients and die radius selections for both. This way, when switching materials, you can simply call up the relevant parameters with one click, eliminating the need for repeated die trials.
Recommended articles
 Busbar bending machine is a copper and aluminum busbar processing equipment that uses hydraulic drive or servo control and is…
Busbar bending machine is a copper and aluminum busbar processing equipment that uses hydraulic drive or servo control and is… When punching, cutting, and bending copper and aluminum busbars, to avoid obvious bright bands/shear bands or even burrs on the…
When punching, cutting, and bending copper and aluminum busbars, to avoid obvious bright bands/shear bands or even burrs on the… The most detailed operating steps for copper busbars: punching, bending, and cutting.
The most detailed operating steps for copper busbars: punching, bending, and cutting. Busbar punching, cutting and bending machine, CNC busbar machine, maximum processing capacity of 12*160mm copper busbar, supports 3 people to…
Busbar punching, cutting and bending machine, CNC busbar machine, maximum processing capacity of 12*160mm copper busbar, supports 3 people to… Best copper busbar machine, with the functions of busbar punching machine and busbar cutting machine, CNC control busbar punching, cutting…
Best copper busbar machine, with the functions of busbar punching machine and busbar cutting machine, CNC control busbar punching, cutting… We take copper busbar fabrication seriously, including busbar punching, cutting, and bending. In fact, we can design a custom solution…
We take copper busbar fabrication seriously, including busbar punching, cutting, and bending. In fact, we can design a custom solution… SUNSHINE busbar punching machine has become the preferred busbar fabrication equipment for high and low voltage switchgear manufacturers and electrical…
SUNSHINE busbar punching machine has become the preferred busbar fabrication equipment for high and low voltage switchgear manufacturers and electrical… For large-scale busbar manufacturers who require a high degree of automation and high production efficiency in busbar processing, MAC MX602K-8C…
For large-scale busbar manufacturers who require a high degree of automation and high production efficiency in busbar processing, MAC MX602K-8C…
China Import and Export Fair Recommends SUNSHINE® BUSBAR MACHINE
Contact usGet Best Busbar Machine Quote from SunShine® in China
Quickly review your requirement and deliver professional technical solutions efficiently!We listen and we care your needs,Our people will get in touch with you by email and phone calls in 24 hours.
Where to buy reliable quality busbar machine?
We are a China busbar machine manufacturer and factory. Please contact our sales manager Lisa (Email: lisa@busbarmachine.co) and provide busbar drawings or product samples. We will evaluate and make the best recommended product or product for you. Busbar machine customization (function or PLC), and complete technical quotation provided.
With imited budget, which model of busbar machine to buy?
SUNSHINE has economical busbar machines and high-performance automatic CNC busbar machines, and can customize technical quotation plans according to the customer’s production site, busbar processing requirements and capital budget. Please contact our professional sales manager Lisa (Email: lisa@busbarmachine.co) for technical support and quotation services.
In addition to busbar machine, do you provide busbar mould?
We usually give away some busbar molds, including bending, cutting, punching and embossing, etc. If you have special busbar mold requirements, we can customize them for you, with prices ranging from US$40 to US$100.
What is the voltage of the machine?
The standard voltage is 3 phase, 220 V, 60 Hz. The voltage can be customized as per customer’s requirements.
What is the lead time?
This depends on our inventory availability and the complexity of the busbar machine. Normally, it takes up to 3 days if we have suitable busbars in stock, and for busbar machines that need to be manufactured from start to finish, we usually take about 7 to 15 days. For complex machines or busbar production lines, we need about 20 to 30 days.
What is your warranty policy?
We provide 12 monthly warranty under proper use. will provide remote assistance and send free replacement parts under the warranty period.
What is your payment terms?
Our payment term is 30% advance payment and 70% balance payment before shipment.
Can you send engineers overseas to perform on-site installation, training or testing services?
All machines will be tested and debugged before shipment. In principle, we only provide remote debugging services and remote technical assistance. If it is a busbar production line, we will have technicians on-site for on-site service.
Can we visit your factory or conduct an on-site inspection?
We very much welcome customers to visit and inspect the factory. Please contact our sales manager Lisa (Email: lisa@busbarmachine.co) and tell us your schedule. We will send you a formal business invitation letter.
Can I become a distributor of your factory in our country?
We very much welcome you to apply to become our busbar machine distributor and jointly develop overseas markets. We will provide generous sales commissions and additional cash incentives. For specific cooperation content and methods, please contact our CEO Robin (Email: ceo@busbarmachine.co).