Differences and precautions in processing copper busbars vs. aluminum busbars
When punching, cutting, and bending copper and aluminum busbars, to avoid obvious bright bands/shear bands or even burrs on the processed cross-section, it is recommended to establish two independent parameter libraries (“Copper-Lib” and “Aluminum-Lib”) in the CNC system of the busbar machine, and to distinguish between copper busbar-specific molds and aluminum busbar-specific molds for the…
{kind=link}
{kind=link}
When high and low voltage switchgear manufacturers or electrical panel factories use busbar machine (related: ¿Qué es una máquina de barras?) to process copper and aluminum busbars, if the technical engineers do not understand the physical properties (hardness, ductility, resilience) of the two metal materials, the finished product will be uncontrollable when punching, cutting and bending copper and aluminum busbars. This will result in obvious bright zone/shear zone, or even burrs, which will affect the quality and service life of the switchgear or electrical panel.
Copper busbars and aluminum busbars have significantly different physical properties, resulting in drastically different processing parameters and precautions. The following is a detailed analysis of the differences and specific precautions for machining these two materials in busbar machine processing:
Physical properties of copper busbars and aluminum busbars
| Característica | Copper busbar | Aluminum busbar | Processing impact |
|---|---|---|---|
| Hardness | Higher | Lower (Softer) | Copper requires greater shearing and punching pressure; aluminum tends to stick to the tool. |
| Ductility | Excellent | Good, but Brittle and easily broken | Copper can be bent with a small radius angle; aluminum is prone to cracking under small radius angles. |
| Rebound Rate | Smaller, more stable | Large and unstable | The bending angle compensation for aluminum needs to be set to a larger value. |
| Surface | Average scratch resistance | Very easy to scratch | Aluminum busbars require extra care during feeding and processing. |
When punching copper busbars, the cut surface is usually clean with few burrs. However, due to the hardness of copper, the punching die head wears relatively quickly, requiring regular checks of the punch’s sharpness.
When punching aluminum busbars, the soft and sticky nature of aluminum makes it prone to **Galling**, where aluminum shavings adhere to the punch or die. Therefore, the die must be cleaned more frequently to prevent shavings buildup that could cause punching deformation or die jamming. For aluminum busbars, the die clearance can be appropriately reduced to ensure a smooth hole wall.
Differences and precautions in punching unit processing
When punching copper busbars, the cut surface is usually clean with few burrs. However, due to the hardness of copper, the punching die head wears relatively quickly, requiring regular checks of the punch’s sharpness.
When punching aluminum busbars, the soft and sticky nature of aluminum makes it prone to **Galling**, where aluminum shavings adhere to the punch or die. Therefore, the die must be cleaned more frequently to prevent shavings buildup that could cause punching deformation or die jamming. For aluminum busbars, the die clearance can be appropriately reduced to ensure a smooth hole wall.
Differences and precautions in cutting unit processing
Copper busbars have high shear resistance and typically have a bright cross-section. However, one crucial point must be noted: ensure the shear blade is sharp. If the blade is dull, the copper busbar cross-section is prone to chipped corners or severe burrs.
Aluminum busbars, on the other hand, have low shear resistance but are easily deformed (flattened). During shearing, the pressure of the clamping foot (pressing device) must be moderate. Excessive pressure may leave indentations on the aluminum busbar surface, while insufficient pressure will result in a non-perpendicular cross-section.
Differences and Precautions in Bending Unit Processing – The Most Critical Step
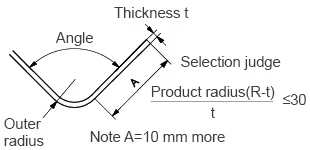
This is the process with the biggest difference between the two, mainly in the **bending radius (R angle) and springback compensation**.
Copper busbars have good ductility and can usually use smaller R angle dies (e.g., R = busbar thickness), making them less prone to cracking. Their springback angle is smaller (usually around 3°-5°), making CNC control easier.
Aluminum busbars (especially hard aluminum) are extremely prone to cracking when stretched on the outside. This requires that **larger bending R angle dies must be used when processing aluminum busbars**, and **it is generally recommended that the R angle be ≥ 1.5 to 2 times the aluminum busbar thickness**. The springback rate of aluminum is also usually greater than that of copper (depending on the aluminum grade), and there is significant batch-to-batch variation. If the target angle is 90°, copper may only need to be bent to 92°, while aluminum may need to be bent to 95° or even more to spring back to 90°. It is recommended to set up a separate material library parameter for aluminum busbars in the CNC system.
Operation and maintenance precautions
- **Mold Protection (Recommended)**
- Although copper and aluminum can use the same set of molds, to prevent **electrochemical corrosion** (copper-aluminum contact accelerates corrosion in humid environments), it is recommended to use separate molds for copper and aluminum whenever possible. If mixing is unavoidable, thoroughly clean any metal shavings from the molds before switching materials.
- **Surface Protection:**
- Aluminum busbars are very easily scratched. When dragging aluminum busbars for positioning, avoid dragging them hard on the worktable. It is recommended to apply anti-abrasion rubber pads to the worktable of the busbar machine or use an auxiliary bracket with rollers.
- **Lubrication:**
- When punching holes in aluminum busbars, apply a small amount of special lubricating oil or alcohol to the punch to reduce adhesion and improve demolding smoothness.
Summary and Recommendations
If you are conducting mass production, it is recommended to establish two independent parameter libraries (“Copper-Lib” and “Aluminum-Lib”) in the CNC system of the busbar machine, and to distinguish between copper busbar-specific dies and aluminum busbar-specific dies for the punching unit. It is crucial to record the different bending elastic coefficients and die radius selections for both. This way, when switching materials, you can simply call up the relevant parameters with one click, eliminating the need for repeated die trials.
Artículos recomendados
 In the stamping process of busbars, the minimum hole spacing design between two adjacent holes is crucial. If the hole…
In the stamping process of busbars, the minimum hole spacing design between two adjacent holes is crucial. If the hole… Busbar bending machine is a copper and aluminum busbar processing equipment that uses hydraulic drive or servo control and is…
Busbar bending machine is a copper and aluminum busbar processing equipment that uses hydraulic drive or servo control and is… When punching, cutting, and bending copper and aluminum busbars, to avoid obvious bright bands/shear bands or even burrs on the…
When punching, cutting, and bending copper and aluminum busbars, to avoid obvious bright bands/shear bands or even burrs on the… The most detailed operating steps for copper busbars: punching, bending, and cutting.
The most detailed operating steps for copper busbars: punching, bending, and cutting. Busbar punching, cutting and bending machine, CNC busbar machine, maximum processing capacity of 12*160mm copper busbar, supports 3 people to…
Busbar punching, cutting and bending machine, CNC busbar machine, maximum processing capacity of 12*160mm copper busbar, supports 3 people to… La mejor máquina de barras colectoras de cobre, con las funciones de punzonadora de barras colectoras y cortadora de barras colectoras, punzonadora de barras colectoras con control CNC, corte…
La mejor máquina de barras colectoras de cobre, con las funciones de punzonadora de barras colectoras y cortadora de barras colectoras, punzonadora de barras colectoras con control CNC, corte… Nos tomamos muy en serio la fabricación de barras colectoras de cobre, incluyendo el punzonado, corte y doblado. De hecho, podemos diseñar una solución a medida.
Nos tomamos muy en serio la fabricación de barras colectoras de cobre, incluyendo el punzonado, corte y doblado. De hecho, podemos diseñar una solución a medida. La máquina punzonadora de barras colectoras SUNSHINE se ha convertido en el equipo de fabricación de barras colectoras preferido por los fabricantes de cuadros de distribución de alta y baja tensión y…
La máquina punzonadora de barras colectoras SUNSHINE se ha convertido en el equipo de fabricación de barras colectoras preferido por los fabricantes de cuadros de distribución de alta y baja tensión y…
La Feria de Importación y Exportación de China recomienda la máquina de barras colectoras SUNSHINE®
ContáctenosObtenga la mejor cotización de máquinas de barras colectoras de SunShine® en China
¡Revisamos rápidamente sus requisitos y brindamos soluciones técnicas profesionales de manera eficiente! Escuchamos y nos preocupamos por sus necesidades. Nuestra gente se pondrá en contacto con usted por correo electrónico y llamadas telefónicas dentro de las 24 horas.
¿Dónde comprar una máquina de barras colectoras de calidad confiable?
Somos un fabricante y fábrica de máquinas de barras colectoras de China. Comuníquese con nuestra gerente de ventas Lisa (Correo electrónico: lisa@busbarmachine.co) y proporcionar planos de barras colectoras o muestras de productos. Evaluaremos y fabricaremos el mejor producto o producto recomendado para usted. Personalización de la máquina de barras colectoras (función o PLC) y cotización técnica completa proporcionada.
Con un presupuesto limitado, ¿qué modelo de máquina de barras colectoras comprar?
SUNSHINE cuenta con máquinas de barras colectoras económicas y máquinas de barras colectoras CNC automáticas de alto rendimiento, y puede personalizar los planes de cotización técnica de acuerdo con el sitio de producción del cliente, los requisitos de procesamiento de barras colectoras y el presupuesto de capital. Comuníquese con nuestra gerente de ventas profesional Lisa (Correo electrónico: lisa@busbarmachine.co) para soporte técnico y servicios de cotización.
Además de la máquina de barras colectoras, ¿proporcionan moldes de barras colectoras?
Generalmente regalamos algunos moldes de barras colectoras, que incluyen doblado, corte, punzonado y estampado, etc. Si tiene requisitos especiales de moldes de barras colectoras, podemos personalizarlos para usted, con precios que varían desde US$40 a US$100.
¿Cual es el voltaje de la máquina?
El voltaje estándar es trifásico, 220 V, 60 Hz. El voltaje se puede personalizar según los requisitos del cliente.
¿Cual es el plazo de entrega?
Esto depende de la disponibilidad de nuestro inventario y de la complejidad de la máquina de barras colectoras. Normalmente, se necesitan hasta 3 días si tenemos barras colectoras adecuadas en stock, y para las máquinas de barras colectoras que deben fabricarse de principio a fin, normalmente tardamos entre 7 y 15 días. Para máquinas complejas o líneas de producción de barras colectoras, necesitamos entre 20 y 30 días.
¿Cuál es su política de garantía?
Ofrecemos una garantía de 12 meses bajo un uso adecuado. Brindaremos asistencia remota y enviaremos piezas de repuesto gratuitas durante el período de garantía.
¿Cuales son sus condiciones de pago?
Nuestro plazo de pago es 30% pago por adelantado y 70% pago del saldo antes del envío.
¿Puede enviar ingenieros al extranjero para realizar servicios de instalación, capacitación o pruebas en el sitio?
Todas las máquinas se probarán y depurarán antes del envío. En principio, solo brindamos servicios de depuración y asistencia técnica remota. Si se trata de una línea de producción de barras colectoras, tendremos técnicos en el lugar para brindar servicio en el lugar.
¿Podemos visitar su fábrica o realizar una inspección en el sitio?
Damos la bienvenida a los clientes que quieran visitar e inspeccionar la fábrica. Comuníquese con nuestra gerente de ventas Lisa (Correo electrónico: lisa@busbarmachine.co) y cuéntanos tu agenda. Te enviaremos una carta de invitación comercial formal.
¿Puedo ser distribuidor de su fábrica en nuestro país?
Le damos la bienvenida a que solicite convertirse en nuestro distribuidor de máquinas de barras colectoras y desarrollar conjuntamente los mercados extranjeros. Le ofreceremos generosas comisiones de venta e incentivos adicionales en efectivo. Para obtener información sobre el contenido y los métodos de cooperación específicos, comuníquese con nuestro director ejecutivo Robin (Correo electrónico: ceo@busbarmachine.co).