Differences and precautions in processing copper busbars vs. aluminum busbars
When punching, cutting, and bending copper and aluminum busbars, to avoid obvious bright bands/shear bands or even burrs on the processed cross-section, it is recommended to establish two independent parameter libraries (“Copper-Lib” and “Aluminum-Lib”) in the CNC system of the busbar machine, and to distinguish between copper busbar-specific molds and aluminum busbar-specific molds for the…
{kind=link}
{kind=link}
When high and low voltage switchgear manufacturers or electrical panel factories use busbar machine (related: Что такое шинопроводная машина?) to process copper and aluminum busbars, if the technical engineers do not understand the physical properties (hardness, ductility, resilience) of the two metal materials, the finished product will be uncontrollable when punching, cutting and bending copper and aluminum busbars. This will result in obvious bright zone/shear zone, or even burrs, which will affect the quality and service life of the switchgear or electrical panel.
Copper busbars and aluminum busbars have significantly different physical properties, resulting in drastically different processing parameters and precautions. The following is a detailed analysis of the differences and specific precautions for machining these two materials in busbar machine processing:
Physical properties of copper busbars and aluminum busbars
| Особенность | Copper busbar | Aluminum busbar | Processing impact |
|---|---|---|---|
| Hardness | Higher | Lower (Softer) | Copper requires greater shearing and punching pressure; aluminum tends to stick to the tool. |
| Ductility | Excellent | Good, but Brittle and easily broken | Copper can be bent with a small radius angle; aluminum is prone to cracking under small radius angles. |
| Rebound Rate | Smaller, more stable | Large and unstable | The bending angle compensation for aluminum needs to be set to a larger value. |
| Surface | Average scratch resistance | Very easy to scratch | Aluminum busbars require extra care during feeding and processing. |
When punching copper busbars, the cut surface is usually clean with few burrs. However, due to the hardness of copper, the punching die head wears relatively quickly, requiring regular checks of the punch’s sharpness.
When punching aluminum busbars, the soft and sticky nature of aluminum makes it prone to **Galling**, where aluminum shavings adhere to the punch or die. Therefore, the die must be cleaned more frequently to prevent shavings buildup that could cause punching deformation or die jamming. For aluminum busbars, the die clearance can be appropriately reduced to ensure a smooth hole wall.
Differences and precautions in punching unit processing
When punching copper busbars, the cut surface is usually clean with few burrs. However, due to the hardness of copper, the punching die head wears relatively quickly, requiring regular checks of the punch’s sharpness.
When punching aluminum busbars, the soft and sticky nature of aluminum makes it prone to **Galling**, where aluminum shavings adhere to the punch or die. Therefore, the die must be cleaned more frequently to prevent shavings buildup that could cause punching deformation or die jamming. For aluminum busbars, the die clearance can be appropriately reduced to ensure a smooth hole wall.
Differences and precautions in cutting unit processing
Copper busbars have high shear resistance and typically have a bright cross-section. However, one crucial point must be noted: ensure the shear blade is sharp. If the blade is dull, the copper busbar cross-section is prone to chipped corners or severe burrs.
Aluminum busbars, on the other hand, have low shear resistance but are easily deformed (flattened). During shearing, the pressure of the clamping foot (pressing device) must be moderate. Excessive pressure may leave indentations on the aluminum busbar surface, while insufficient pressure will result in a non-perpendicular cross-section.
Differences and Precautions in Bending Unit Processing – The Most Critical Step
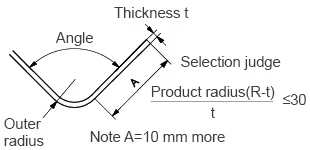
This is the process with the biggest difference between the two, mainly in the **bending radius (R angle) and springback compensation**.
Copper busbars have good ductility and can usually use smaller R angle dies (e.g., R = busbar thickness), making them less prone to cracking. Their springback angle is smaller (usually around 3°-5°), making CNC control easier.
Aluminum busbars (especially hard aluminum) are extremely prone to cracking when stretched on the outside. This requires that **larger bending R angle dies must be used when processing aluminum busbars**, and **it is generally recommended that the R angle be ≥ 1.5 to 2 times the aluminum busbar thickness**. The springback rate of aluminum is also usually greater than that of copper (depending on the aluminum grade), and there is significant batch-to-batch variation. If the target angle is 90°, copper may only need to be bent to 92°, while aluminum may need to be bent to 95° or even more to spring back to 90°. It is recommended to set up a separate material library parameter for aluminum busbars in the CNC system.
Operation and maintenance precautions
- **Mold Protection (Recommended)**
- Although copper and aluminum can use the same set of molds, to prevent **electrochemical corrosion** (copper-aluminum contact accelerates corrosion in humid environments), it is recommended to use separate molds for copper and aluminum whenever possible. If mixing is unavoidable, thoroughly clean any metal shavings from the molds before switching materials.
- **Surface Protection:**
- Aluminum busbars are very easily scratched. When dragging aluminum busbars for positioning, avoid dragging them hard on the worktable. It is recommended to apply anti-abrasion rubber pads to the worktable of the busbar machine or use an auxiliary bracket with rollers.
- **Lubrication:**
- When punching holes in aluminum busbars, apply a small amount of special lubricating oil or alcohol to the punch to reduce adhesion and improve demolding smoothness.
Summary and Recommendations
If you are conducting mass production, it is recommended to establish two independent parameter libraries (“Copper-Lib” and “Aluminum-Lib”) in the CNC system of the busbar machine, and to distinguish between copper busbar-specific dies and aluminum busbar-specific dies for the punching unit. It is crucial to record the different bending elastic coefficients and die radius selections for both. This way, when switching materials, you can simply call up the relevant parameters with one click, eliminating the need for repeated die trials.
Рекомендованные статьи
 In the stamping process of busbars, the minimum hole spacing design between two adjacent holes is crucial. If the hole…
In the stamping process of busbars, the minimum hole spacing design between two adjacent holes is crucial. If the hole… Busbar bending machine is a copper and aluminum busbar processing equipment that uses hydraulic drive or servo control and is…
Busbar bending machine is a copper and aluminum busbar processing equipment that uses hydraulic drive or servo control and is… When punching, cutting, and bending copper and aluminum busbars, to avoid obvious bright bands/shear bands or even burrs on the…
When punching, cutting, and bending copper and aluminum busbars, to avoid obvious bright bands/shear bands or even burrs on the… The most detailed operating steps for copper busbars: punching, bending, and cutting.
The most detailed operating steps for copper busbars: punching, bending, and cutting. Busbar punching, cutting and bending machine, CNC busbar machine, maximum processing capacity of 12*160mm copper busbar, supports 3 people to…
Busbar punching, cutting and bending machine, CNC busbar machine, maximum processing capacity of 12*160mm copper busbar, supports 3 people to… Лучший станок для изготовления медных шин, с функциями станка для пробивки шин и станка для резки шин, пробивка шин с ЧПУ, резка…
Лучший станок для изготовления медных шин, с функциями станка для пробивки шин и станка для резки шин, пробивка шин с ЧПУ, резка… Мы серьезно относимся к изготовлению медных шин, включая пробивку, резку и гибку шин. Фактически, мы можем разработать индивидуальное решение…
Мы серьезно относимся к изготовлению медных шин, включая пробивку, резку и гибку шин. Фактически, мы можем разработать индивидуальное решение… Машина для пробивки шин SUNSHINE стала предпочтительным оборудованием для изготовления шин для производителей высоковольтных и низковольтных распределительных устройств и электротехнических…
Машина для пробивки шин SUNSHINE стала предпочтительным оборудованием для изготовления шин для производителей высоковольтных и низковольтных распределительных устройств и электротехнических…
Китайская ярмарка импорта и экспорта рекомендует машину для производства шин SUNSHINE®
Связаться с намиПолучите лучшее предложение на шинопроводную машину от SunShine® в Китае
Быстро рассмотрим ваши требования и эффективно предоставим профессиональные технические решения! Мы прислушиваемся к вашим потребностям и заботимся о них. Наши сотрудники свяжутся с вами по электронной почте и по телефону в течение 24 часов.
Где купить надежный и качественный шинопровод?
Мы являемся производителем и фабрикой шинопроводных машин в Китае. Пожалуйста, свяжитесь с нашим менеджером по продажам Лизой (Электронная почта: lisa@busbarmachine.co) и предоставить чертежи шинопровода или образцы продукции. Мы оценим и сделаем для вас наилучший рекомендуемый продукт или продукт. Предоставлена настройка шинопровода (функция или ПЛК) и полное техническое предложение.
Какую модель шиномонтажного станка купить при ограниченном бюджете?
SUNSHINE имеет экономичные машины для шинопроводов и высокопроизводительные автоматические машины для шинопроводов с ЧПУ, а также может настраивать технические планы расценок в соответствии с производственной площадкой заказчика, требованиями к обработке шинопроводов и капитальным бюджетом. Пожалуйста, свяжитесь с нашим профессиональным менеджером по продажам Лизой (Электронная почта: lisa@busbarmachine.co) для технической поддержки и услуг по составлению расценок.
Помимо машины для производства шин, вы поставляете пресс-формы для шин?
Обычно мы отдаем некоторые формы для шинопроводов, включая формы для гибки, резки, штамповки, тиснения и т. д. Если у вас есть особые требования к формам для шинопроводов, мы можем изготовить их для вас по индивидуальным размерам, цены варьируются от US$40 до US$100.
Каково напряжение машины?
Стандартное напряжение - 3 фазы, 220 В, 60 Гц. Напряжение может быть настроено в соответствии с требованиями заказчика.
Каковы сроки выполнения заказа?
Это зависит от наличия на складе и сложности машины для шинопроводов. Обычно это занимает до 3 дней, если у нас есть подходящие шины на складе, а для машин для шинопроводов, которые необходимо изготовить от начала до конца, нам обычно требуется около 7–15 дней. Для сложных машин или линий по производству шин нам требуется около 20–30 дней.
Какова ваша гарантийная политика?
Мы предоставляем 12-месячную гарантию при условии надлежащего использования. Окажем удаленную помощь и отправим бесплатные запасные части в течение гарантийного срока.
Каковы ваши условия оплаты?
Наши условия оплаты: авансовый платеж 30% и оставшийся платеж 70% перед отгрузкой.
Можете ли вы направить инженеров за границу для выполнения услуг по установке, обучению или тестированию на месте?
Все машины будут проверены и отлажены перед отправкой. В принципе, мы предоставляем только удаленные услуги по отладке и удаленную техническую помощь. Если это линия по производству шин, у нас будут техники на месте для обслуживания на месте.
Можем ли мы посетить ваш завод или провести инспекцию на месте?
Мы очень приветствуем клиентов, желающих посетить и осмотреть фабрику. Пожалуйста, свяжитесь с нашим менеджером по продажам Лизой (Электронная почта: lisa@busbarmachine.co) и сообщите нам свое расписание. Мы вышлем вам официальное деловое приглашение.
Могу ли я стать дистрибьютором вашего завода в нашей стране?
Мы очень приветствуем вас, чтобы вы подали заявку на то, чтобы стать нашим дистрибьютором шинопроводных машин и совместно развивать зарубежные рынки. Мы предоставим щедрые комиссионные с продаж и дополнительные денежные поощрения. Для получения информации о конкретном содержании и методах сотрудничества, пожалуйста, свяжитесь с нашим генеральным директором Робином (Электронная почта: ceo@busbarmachine.co).