Differences and precautions in processing copper busbars vs. aluminum busbars
When punching, cutting, and bending copper and aluminum busbars, to avoid obvious bright bands/shear bands or even burrs on the processed cross-section, it is recommended to establish two independent parameter libraries (“Copper-Lib” and “Aluminum-Lib”) in the CNC system of the busbar machine, and to distinguish between copper busbar-specific molds and aluminum busbar-specific molds for the…
{kind=link}
{kind=link}
When high and low voltage switchgear manufacturers or electrical panel factories use busbar machine (related: O que é uma máquina de barramento?) to process copper and aluminum busbars, if the technical engineers do not understand the physical properties (hardness, ductility, resilience) of the two metal materials, the finished product will be uncontrollable when punching, cutting and bending copper and aluminum busbars. This will result in obvious bright zone/shear zone, or even burrs, which will affect the quality and service life of the switchgear or electrical panel.
Copper busbars and aluminum busbars have significantly different physical properties, resulting in drastically different processing parameters and precautions. The following is a detailed analysis of the differences and specific precautions for machining these two materials in busbar machine processing:
Physical properties of copper busbars and aluminum busbars
| Recurso | Copper busbar | Aluminum busbar | Processing impact |
|---|---|---|---|
| Hardness | Higher | Lower (Softer) | Copper requires greater shearing and punching pressure; aluminum tends to stick to the tool. |
| Ductility | Excellent | Good, but Brittle and easily broken | Copper can be bent with a small radius angle; aluminum is prone to cracking under small radius angles. |
| Rebound Rate | Smaller, more stable | Large and unstable | The bending angle compensation for aluminum needs to be set to a larger value. |
| Surface | Average scratch resistance | Very easy to scratch | Aluminum busbars require extra care during feeding and processing. |
When punching copper busbars, the cut surface is usually clean with few burrs. However, due to the hardness of copper, the punching die head wears relatively quickly, requiring regular checks of the punch’s sharpness.
When punching aluminum busbars, the soft and sticky nature of aluminum makes it prone to **Galling**, where aluminum shavings adhere to the punch or die. Therefore, the die must be cleaned more frequently to prevent shavings buildup that could cause punching deformation or die jamming. For aluminum busbars, the die clearance can be appropriately reduced to ensure a smooth hole wall.
Differences and precautions in punching unit processing
When punching copper busbars, the cut surface is usually clean with few burrs. However, due to the hardness of copper, the punching die head wears relatively quickly, requiring regular checks of the punch’s sharpness.
When punching aluminum busbars, the soft and sticky nature of aluminum makes it prone to **Galling**, where aluminum shavings adhere to the punch or die. Therefore, the die must be cleaned more frequently to prevent shavings buildup that could cause punching deformation or die jamming. For aluminum busbars, the die clearance can be appropriately reduced to ensure a smooth hole wall.
Differences and precautions in cutting unit processing
Copper busbars have high shear resistance and typically have a bright cross-section. However, one crucial point must be noted: ensure the shear blade is sharp. If the blade is dull, the copper busbar cross-section is prone to chipped corners or severe burrs.
Aluminum busbars, on the other hand, have low shear resistance but are easily deformed (flattened). During shearing, the pressure of the clamping foot (pressing device) must be moderate. Excessive pressure may leave indentations on the aluminum busbar surface, while insufficient pressure will result in a non-perpendicular cross-section.
Differences and Precautions in Bending Unit Processing – The Most Critical Step
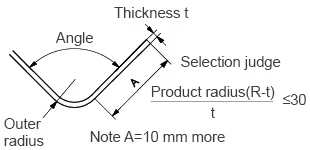
This is the process with the biggest difference between the two, mainly in the **bending radius (R angle) and springback compensation**.
Copper busbars have good ductility and can usually use smaller R angle dies (e.g., R = busbar thickness), making them less prone to cracking. Their springback angle is smaller (usually around 3°-5°), making CNC control easier.
Aluminum busbars (especially hard aluminum) are extremely prone to cracking when stretched on the outside. This requires that **larger bending R angle dies must be used when processing aluminum busbars**, and **it is generally recommended that the R angle be ≥ 1.5 to 2 times the aluminum busbar thickness**. The springback rate of aluminum is also usually greater than that of copper (depending on the aluminum grade), and there is significant batch-to-batch variation. If the target angle is 90°, copper may only need to be bent to 92°, while aluminum may need to be bent to 95° or even more to spring back to 90°. It is recommended to set up a separate material library parameter for aluminum busbars in the CNC system.
Operation and maintenance precautions
- **Mold Protection (Recommended)**
- Although copper and aluminum can use the same set of molds, to prevent **electrochemical corrosion** (copper-aluminum contact accelerates corrosion in humid environments), it is recommended to use separate molds for copper and aluminum whenever possible. If mixing is unavoidable, thoroughly clean any metal shavings from the molds before switching materials.
- **Surface Protection:**
- Aluminum busbars are very easily scratched. When dragging aluminum busbars for positioning, avoid dragging them hard on the worktable. It is recommended to apply anti-abrasion rubber pads to the worktable of the busbar machine or use an auxiliary bracket with rollers.
- **Lubrication:**
- When punching holes in aluminum busbars, apply a small amount of special lubricating oil or alcohol to the punch to reduce adhesion and improve demolding smoothness.
Summary and Recommendations
If you are conducting mass production, it is recommended to establish two independent parameter libraries (“Copper-Lib” and “Aluminum-Lib”) in the CNC system of the busbar machine, and to distinguish between copper busbar-specific dies and aluminum busbar-specific dies for the punching unit. It is crucial to record the different bending elastic coefficients and die radius selections for both. This way, when switching materials, you can simply call up the relevant parameters with one click, eliminating the need for repeated die trials.
Artigos recomendados
 In the stamping process of busbars, the minimum hole spacing design between two adjacent holes is crucial. If the hole…
In the stamping process of busbars, the minimum hole spacing design between two adjacent holes is crucial. If the hole… Busbar bending machine is a copper and aluminum busbar processing equipment that uses hydraulic drive or servo control and is…
Busbar bending machine is a copper and aluminum busbar processing equipment that uses hydraulic drive or servo control and is… When punching, cutting, and bending copper and aluminum busbars, to avoid obvious bright bands/shear bands or even burrs on the…
When punching, cutting, and bending copper and aluminum busbars, to avoid obvious bright bands/shear bands or even burrs on the… The most detailed operating steps for copper busbars: punching, bending, and cutting.
The most detailed operating steps for copper busbars: punching, bending, and cutting. Busbar punching, cutting and bending machine, CNC busbar machine, maximum processing capacity of 12*160mm copper busbar, supports 3 people to…
Busbar punching, cutting and bending machine, CNC busbar machine, maximum processing capacity of 12*160mm copper busbar, supports 3 people to… Melhor máquina de barramento de cobre, com as funções de máquina de puncionamento de barramento e máquina de corte de barramento, puncionamento de barramento de controle CNC, corte…
Melhor máquina de barramento de cobre, com as funções de máquina de puncionamento de barramento e máquina de corte de barramento, puncionamento de barramento de controle CNC, corte… Levamos a fabricação de barramentos de cobre a sério, incluindo puncionamento, corte e dobra. Podemos projetar uma solução personalizada...
Levamos a fabricação de barramentos de cobre a sério, incluindo puncionamento, corte e dobra. Podemos projetar uma solução personalizada... A máquina de puncionamento de barramentos SUNSHINE se tornou o equipamento de fabricação de barramentos preferido para fabricantes de aparelhagens de manobra de alta e baixa tensão e…
A máquina de puncionamento de barramentos SUNSHINE se tornou o equipamento de fabricação de barramentos preferido para fabricantes de aparelhagens de manobra de alta e baixa tensão e…
Feira de Importação e Exportação da China recomenda a MÁQUINA DE BARRAMENTO SUNSHINE®
Contate-nosObtenha o melhor orçamento para máquinas de barramento da SunShine® na China
Revise rapidamente suas necessidades e entregue soluções técnicas profissionais com eficiência! Ouvimos e cuidamos de suas necessidades. Nosso pessoal entrará em contato com você por e-mail e telefone em 24 horas.
Onde comprar uma máquina de barramento confiável e de qualidade?
Somos um fabricante e fábrica de máquinas de barramento na China. Entre em contato com nossa gerente de vendas Lisa (E-mail: lisa@busbarmachine.co) e fornecer desenhos de barramento ou amostras de produtos. Avaliaremos e faremos o melhor produto recomendado ou produto para você. Personalização da máquina de barramento (função ou PLC) e orçamento técnico completo fornecido.
Com orçamento limitado, qual modelo de máquina de barramento comprar?
A SUNSHINE tem máquinas de barramento econômicas e máquinas de barramento CNC automáticas de alto desempenho, e pode personalizar planos de cotação técnica de acordo com o local de produção do cliente, requisitos de processamento de barramento e orçamento de capital. Entre em contato com nossa gerente de vendas profissional Lisa (E-mail: lisa@busbarmachine.co) para suporte técnico e serviços de cotação.
Além da máquina de barramento, vocês fornecem moldes de barramento?
Geralmente, oferecemos alguns moldes de barramentos, incluindo dobra, corte, puncionamento e estampagem, etc. Se você tiver requisitos especiais de moldes de barramentos, podemos personalizá-los para você, com preços que variam de US$ $40 a US$ $100.
Qual é a voltagem da máquina?
A voltagem padrão é trifásica, 220 V, 60 Hz. A voltagem pode ser personalizada conforme os requisitos do cliente.
Qual é o prazo de entrega?
Isso depende da disponibilidade do nosso estoque e da complexidade da máquina de barramento. Normalmente, leva até 3 dias se tivermos barramentos adequados em estoque, e para máquinas de barramento que precisam ser fabricadas do início ao fim, geralmente levamos cerca de 7 a 15 dias. Para máquinas complexas ou linhas de produção de barramento, precisamos de cerca de 20 a 30 dias.
Qual é a sua política de garantia?
Oferecemos garantia de 12 meses sob uso adequado. Forneceremos assistência remota e enviaremos peças de reposição gratuitas durante o período de garantia.
Quais são as suas condições de pagamento?
Nosso prazo de pagamento é 30% de pagamento antecipado e 70% de pagamento do saldo antes do envio.
Você pode enviar engenheiros ao exterior para realizar serviços de instalação, treinamento ou testes no local?
Todas as máquinas serão testadas e depuradas antes do envio. Em princípio, fornecemos apenas serviços de depuração remota e assistência técnica remota. Se for uma linha de produção de barramentos, teremos técnicos no local para serviço no local.
Podemos visitar sua fábrica ou realizar uma inspeção no local?
Damos boas-vindas aos clientes para visitar e inspecionar a fábrica. Entre em contato com nossa gerente de vendas Lisa (E-mail: lisa@busbarmachine.co) e nos informe sua agenda. Enviaremos a você uma carta-convite comercial formal.
Posso me tornar um distribuidor da sua fábrica em nosso país?
Nós o convidamos muito a se candidatar para se tornar nosso distribuidor de máquinas de barramento e desenvolver conjuntamente mercados no exterior. Nós forneceremos comissões de vendas generosas e incentivos financeiros adicionais. Para conteúdo e métodos de cooperação específicos, entre em contato com nosso CEO Robin (E-mail: ceo@busbarmachine.co).