Differences and precautions in processing copper busbars vs. aluminum busbars
When punching, cutting, and bending copper and aluminum busbars, to avoid obvious bright bands/shear bands or even burrs on the processed cross-section, it is recommended to establish two independent parameter libraries (“Copper-Lib” and “Aluminum-Lib”) in the CNC system of the busbar machine, and to distinguish between copper busbar-specific molds and aluminum busbar-specific molds for the…
{kind=link}
{kind=link}
When high and low voltage switchgear manufacturers or electrical panel factories use busbar machine (related: ما هي آلة بسبار؟) to process copper and aluminum busbars, if the technical engineers do not understand the physical properties (hardness, ductility, resilience) of the two metal materials, the finished product will be uncontrollable when punching, cutting and bending copper and aluminum busbars. This will result in obvious bright zone/shear zone, or even burrs, which will affect the quality and service life of the switchgear or electrical panel.
Copper busbars and aluminum busbars have significantly different physical properties, resulting in drastically different processing parameters and precautions. The following is a detailed analysis of the differences and specific precautions for machining these two materials in busbar machine processing:
Physical properties of copper busbars and aluminum busbars
| ميزة | Copper busbar | Aluminum busbar | Processing impact |
|---|---|---|---|
| Hardness | Higher | Lower (Softer) | Copper requires greater shearing and punching pressure; aluminum tends to stick to the tool. |
| Ductility | Excellent | Good, but Brittle and easily broken | Copper can be bent with a small radius angle; aluminum is prone to cracking under small radius angles. |
| Rebound Rate | Smaller, more stable | Large and unstable | The bending angle compensation for aluminum needs to be set to a larger value. |
| Surface | Average scratch resistance | Very easy to scratch | Aluminum busbars require extra care during feeding and processing. |
When punching copper busbars, the cut surface is usually clean with few burrs. However, due to the hardness of copper, the punching die head wears relatively quickly, requiring regular checks of the punch’s sharpness.
When punching aluminum busbars, the soft and sticky nature of aluminum makes it prone to **Galling**, where aluminum shavings adhere to the punch or die. Therefore, the die must be cleaned more frequently to prevent shavings buildup that could cause punching deformation or die jamming. For aluminum busbars, the die clearance can be appropriately reduced to ensure a smooth hole wall.
Differences and precautions in punching unit processing
When punching copper busbars, the cut surface is usually clean with few burrs. However, due to the hardness of copper, the punching die head wears relatively quickly, requiring regular checks of the punch’s sharpness.
When punching aluminum busbars, the soft and sticky nature of aluminum makes it prone to **Galling**, where aluminum shavings adhere to the punch or die. Therefore, the die must be cleaned more frequently to prevent shavings buildup that could cause punching deformation or die jamming. For aluminum busbars, the die clearance can be appropriately reduced to ensure a smooth hole wall.
نصائح: Requirements for die clearance when punching copper and aluminum busbars.
Differences and precautions in cutting unit processing
Copper busbars have high shear resistance and typically have a bright cross-section. However, one crucial point must be noted: ensure the shear blade is sharp. If the blade is dull, the copper busbar cross-section is prone to chipped corners or severe burrs.
Aluminum busbars, on the other hand, have low shear resistance but are easily deformed (flattened). During shearing, the pressure of the clamping foot (pressing device) must be moderate. Excessive pressure may leave indentations on the aluminum busbar surface, while insufficient pressure will result in a non-perpendicular cross-section.
Differences and Precautions in Bending Unit Processing – The Most Critical Step
This is the process with the biggest difference between the two, mainly in the **bending radius (R angle) and springback compensation**.
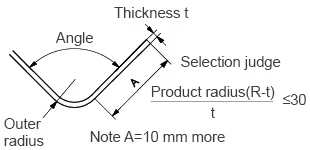
Copper busbars have good ductility and can usually use smaller R angle dies (e.g., R = busbar thickness), making them less prone to cracking. Their springback angle is smaller (usually around 3°-5°), making CNC control easier.
Aluminum busbars (especially hard aluminum) are extremely prone to cracking when stretched on the outside. This requires that **larger bending R angle dies must be used when processing aluminum busbars**, and **it is generally recommended that the R angle be ≥ 1.5 to 2 times the aluminum busbar thickness**. The springback rate of aluminum is also usually greater than that of copper (depending on the aluminum grade), and there is significant batch-to-batch variation. If the target angle is 90°, copper may only need to be bent to 92°, while aluminum may need to be bent to 95° or even more to spring back to 90°. It is recommended to set up a separate material library parameter for aluminum busbars in the CNC system.
Operation and maintenance precautions
- **Mold Protection (Recommended)**
- Although copper and aluminum can use the same set of molds, to prevent **electrochemical corrosion** (copper-aluminum contact accelerates corrosion in humid environments), it is recommended to use separate molds for copper and aluminum whenever possible. If mixing is unavoidable, thoroughly clean any metal shavings from the molds before switching materials.
- **Surface Protection:**
- Aluminum busbars are very easily scratched. When dragging aluminum busbars for positioning, avoid dragging them hard on the worktable. It is recommended to apply anti-abrasion rubber pads to the worktable of the busbar machine or use an auxiliary bracket with rollers.
- **Lubrication:**
- When punching holes in aluminum busbars, apply a small amount of special lubricating oil or alcohol to the punch to reduce adhesion and improve demolding smoothness.
Summary and Recommendations
If you are conducting mass production, it is recommended to establish two independent parameter libraries (“Copper-Lib” and “Aluminum-Lib”) in the CNC system of the busbar machine, and to distinguish between copper busbar-specific dies and aluminum busbar-specific dies for the punching unit. It is crucial to record the different bending elastic coefficients and die radius selections for both. This way, when switching materials, you can simply call up the relevant parameters with one click, eliminating the need for repeated die trials.
المقالات الموصى بها
 When punching, cutting, and bending copper and aluminum busbars, to avoid obvious bright bands/shear bands or even burrs on the…
When punching, cutting, and bending copper and aluminum busbars, to avoid obvious bright bands/shear bands or even burrs on the… The most detailed operating steps for copper busbars: punching, bending, and cutting.
The most detailed operating steps for copper busbars: punching, bending, and cutting. Busbar punching, cutting and bending machine, CNC busbar machine, maximum processing capacity of 12*160mm copper busbar, supports 3 people to…
Busbar punching, cutting and bending machine, CNC busbar machine, maximum processing capacity of 12*160mm copper busbar, supports 3 people to… أفضل آلة باص بار النحاس، مع وظائف آلة ثقب باص بار وآلة قطع باص بار، باص بار التحكم CNC الثقب، قطع...
أفضل آلة باص بار النحاس، مع وظائف آلة ثقب باص بار وآلة قطع باص بار، باص بار التحكم CNC الثقب، قطع... نولي اهتمامًا بالغًا بتصنيع قضبان النحاس، بما في ذلك تثقيبها وقطعها وثنيها. في الواقع، يمكننا تصميم حلول مخصصة...
نولي اهتمامًا بالغًا بتصنيع قضبان النحاس، بما في ذلك تثقيبها وقطعها وثنيها. في الواقع، يمكننا تصميم حلول مخصصة... أصبحت آلة ثقب قضبان الحافلات SUNSHINE هي معدات تصنيع قضبان الحافلات المفضلة لمصنعي معدات التبديل ذات الجهد العالي والمنخفض والكهرباء...
أصبحت آلة ثقب قضبان الحافلات SUNSHINE هي معدات تصنيع قضبان الحافلات المفضلة لمصنعي معدات التبديل ذات الجهد العالي والمنخفض والكهرباء... بالنسبة لمصنعي قضبان التوصيل على نطاق واسع الذين يحتاجون إلى درجة عالية من الأتمتة وكفاءة إنتاج عالية في معالجة قضبان التوصيل، فإن MAC MX602K-8C…
بالنسبة لمصنعي قضبان التوصيل على نطاق واسع الذين يحتاجون إلى درجة عالية من الأتمتة وكفاءة إنتاج عالية في معالجة قضبان التوصيل، فإن MAC MX602K-8C… آلة قطع قضبان النقل للبيع، احصل على سعر آلة قضبان النقل مباشرة من مصنعي آلة قطع قضبان النقل واللكم والانحناء.
آلة قطع قضبان النقل للبيع، احصل على سعر آلة قضبان النقل مباشرة من مصنعي آلة قطع قضبان النقل واللكم والانحناء.
معرض الاستيراد والتصدير الصيني يوصي بآلة SUNSHINE® BUSBAR
اتصل بنااحصل على أفضل عرض أسعار لآلة قضبان التوصيل من SunShine® في الصين
قم بمراجعة متطلباتك بسرعة وتقديم حلول تقنية احترافية بكفاءة! نحن نستمع ونهتم باحتياجاتك، وسيتواصل موظفونا معك عبر البريد الإلكتروني والمكالمات الهاتفية في غضون 24 ساعة.
أين يمكن شراء آلة قضبان التوصيل ذات الجودة الموثوقة؟
نحن شركة صينية لتصنيع آلات قضبان التوصيل. يرجى الاتصال بمديرة المبيعات لدينا ليزا (البريد الإلكتروني: lisa@busbarmachine.co) وتقديم رسومات قضبان التوصيل أو عينات المنتج. وسوف نقوم بتقييم أفضل منتج أو منتج موصى به لك. تخصيص آلة قضبان التوصيل (وظيفة أو PLC)، وتقديم عرض أسعار فني كامل.
مع الميزانية المحدودة، ما هو نموذج آلة الباسبار الذي يجب شراؤه؟
تتمتع شركة SUNSHINE بآلات قضبان التوصيل الاقتصادية وآلات قضبان التوصيل الأوتوماتيكية عالية الأداء ذات التحكم الرقمي، ويمكنها تخصيص خطط الأسعار الفنية وفقًا لموقع إنتاج العميل ومتطلبات معالجة قضبان التوصيل وميزانية رأس المال. يرجى الاتصال بمديرة المبيعات المهنية لدينا ليزا (البريد الإلكتروني: lisa@busbarmachine.co) للحصول على الدعم الفني وخدمات الاقتباس.
بالإضافة إلى آلة باربار، هل توفر قالب باربار؟
نحن عادة نقدم بعض قوالب قضبان التوصيل، بما في ذلك الانحناء والقطع واللكم والنقش، وما إلى ذلك. إذا كانت لديك متطلبات خاصة لقالب قضبان التوصيل، فيمكننا تخصيصها لك، بأسعار تتراوح من US$40 إلى US$100.
ما هو جهد الجهاز؟
الجهد القياسي هو 3 مراحل، 220 فولت، 60 هرتز. يمكن تخصيص الجهد حسب متطلبات العميل.
ما هي المهلة الزمنية؟
يعتمد هذا على توافر مخزوننا وتعقيد آلة قضبان التوصيل. عادةً ما يستغرق الأمر ما يصل إلى 3 أيام إذا كان لدينا قضبان توصيل مناسبة في المخزون، وبالنسبة لآلات قضبان التوصيل التي تحتاج إلى التصنيع من البداية إلى النهاية، فإننا عادةً ما نستغرق حوالي 7 إلى 15 يومًا. بالنسبة للآلات المعقدة أو خطوط إنتاج قضبان التوصيل، نحتاج إلى حوالي 20 إلى 30 يومًا.
ما هي سياسة الضمان الخاصة بك؟
نحن نقدم ضمانًا لمدة 12 شهرًا في حالة الاستخدام السليم. سنقدم المساعدة عن بعد ونرسل قطع غيار مجانية خلال فترة الضمان.
ما هي شروط الدفع الخاصة بك؟
مصطلح الدفع لدينا هو الدفع المسبق 30% ودفع الرصيد 70% قبل الشحن.
هل يمكنكم إرسال مهندسين إلى الخارج لأداء خدمات التثبيت أو التدريب أو الاختبار في الموقع؟
سيتم اختبار جميع الآلات وتصحيح أخطائها قبل الشحن. من حيث المبدأ، نقدم فقط خدمات تصحيح الأخطاء عن بعد والمساعدة الفنية عن بعد. إذا كان الأمر يتعلق بخط إنتاج قضبان التوصيل، فسوف يكون لدينا فنيون في الموقع للخدمة في الموقع.
هل يمكننا زيارة مصنعكم أو إجراء فحص في الموقع؟
نحن نرحب بشدة بالعملاء لزيارة المصنع وتفقده. يرجى الاتصال بمديرة المبيعات لدينا ليزا (البريد الإلكتروني: lisa@busbarmachine.co) وأخبرنا بجدول أعمالك. وسنرسل لك خطاب دعوة عمل رسمي.
هل يمكنني أن أصبح موزعًا لمصنعكم في بلدنا؟
نرحب بك بشدة لتقديم طلب لتصبح موزعًا لآلات قضبان التوصيل لدينا وتطوير الأسواق الخارجية بشكل مشترك. سنقدم عمولات مبيعات سخية وحوافز نقدية إضافية. للحصول على محتوى وطرق تعاون محددة، يرجى الاتصال برئيسنا التنفيذي روبن (البريد الإلكتروني: ceo@busbarmachine.co).