Qu'est-ce qu'une cintreuse de jeux de barres ?
When punching, cutting, and bending copper and aluminum busbars, to avoid obvious bright bands/shear bands or even burrs on the processed cross-section, it is recommended to establish two independent parameter libraries (“Copper-Lib” and “Aluminum-Lib”) in the CNC system of the busbar machine, and to distinguish between copper busbar-specific molds and aluminum busbar-specific molds for the…
{kind=link}
In the fields of high and low voltage switchgear manufacturing and electrical panel production, busbars (usually made of highly conductive copper or aluminum) serve as the core carrier for current transmission, and their processing accuracy and efficiency directly affect the safety and stability of the entire power system. Busbar bending machines are key equipment specifically designed for the precise L-shaped, U-shaped, Z-shaped, and other bending processes of busbars.
Qu'est-ce qu'une cintreuse de jeux de barres ?
A busbar bending machine is a mechanical device that uses hydraulic drive or servo control and is equipped with bending dies to bend copper or aluminum busbars into various shapes according to the design requirements of the drawings.
Common busbar bending processes
A fully functional busbar bending machine can perform various complex electrical wiring processes by changing the appropriate dies:
- Flat Bending: The most common bending method. The wide side of the busbar is parallel to the worktable surface and bent in the thickness direction (usually into a **90°** L-shape or Z-shape) to change the horizontal direction of the busbar.
- Vertical/Edge Bending: A highly complex process. The narrow side of the busbar is placed on the worktable and bent in the width direction. Due to the small force area and high deformation resistance on the side, it is very easy to cause wrinkling on the inside of the copper busbar or tearing on the outside. This requires the bending machine to have extremely high mechanical rigidity and specially designed movable edge bending dies.
- U-shaped Bending: Used for special electrical overlaps, achieved through a one-time forming U-shaped die or two consecutive flat bends.
- Twisting: Twist the busbar along its longitudinal axis by a certain angle (usually 90°). It is often used to change the connection plane of the busbar, for example, to twist the horizontal copper busbar to a vertical direction to connect to the circuit breaker.
Types of busbar bending machines
Based on functional integration and control methods, busbar bending machines on the market are mainly divided into:
- CNC Busbar Bending Machine: Focused on a single bending process, with extremely high precision. Equipped with an automatic feeding system, the machine can automatically complete precise positioning and multi-pass continuous bending simply by importing CAD processing drawings. Suitable for mass production of single varieties.
- 3-in-1 Busbar Machine: Integrate punching, shearing, and bending stations. The three stations can usually work simultaneously without interference. This is currently the most widely used model in low-voltage switchgear factories because it solves all the core requirements of busbar processing in one machine.
- Portable Busbar Bending Machine: Small in size and lightweight, usually manual hydraulic or separate electro-hydraulic models. Mainly used for temporary repairs at power construction sites, high-altitude operations, or renovation projects in confined spaces. Highly mobile, but with relatively low processing efficiency.
Busbar bending working principle
The working principle of a busbar bending machine is primarily based on extrusion molding technology. Traditional busbar bending machines typically use a hydraulic station for power, with a high-pressure oil pump driving hydraulic cylinders for linear motion. Their output tonnage is usually between 30 and 80 tons. Modern high-end CNC busbar bending machines, however, employ fully electric servo systems, enabling more precise control of the pressing speed and micron-level stroke.
The machine’s actuators consist of an upper die (punch) and a lower die (concave die). During operation, the busbar is placed between the upper and lower dies. When the upper die is pushed downwards under strong pressure, the busbar undergoes plastic deformation according to the opening width and preset shape of the lower die.
Note: When copper or aluminum busbars are bent under stress, a certain degree of “springback” occurs when the external force is removed. Overcoming springback is the core technological barrier of bending machines.
- Traditional busbar bending machines rely on the operator’s experience, manually offsetting springback by observing with a ruler and applying pressure at multiple angles.
- Plieuses de barres omnibus à commande numérique, on the other hand, incorporate complex material mechanics algorithms. The operator only needs to input the busbar’s material, width, thickness, and desired angle on the touchscreen. The system automatically calculates the springback compensation value and precisely controls the cylinder’s stopping position, achieving extremely high precision with an error within ±0.3°.
How to choose a suitable busbar bending machine?
Before selecting a busbar bending machine, it is necessary to clarify the busbar processing requirements of the company’s project, such as the maximum thickness and width of the busbar, bending process, level of automation, and production scale. Secondly, the technical parameters and software operating system of the copper busbar bending machine are crucial, as these affect bending accuracy and processing efficiency. Finally, the brand and after-sales service of the busbar bending machine should be considered.
| Fonctionnalité | Copper busbar | Aluminum busbar | Processing impact |
|---|---|---|---|
| Hardness | Higher | Lower (Softer) | Copper requires greater shearing and punching pressure; aluminum tends to stick to the tool. |
| Ductility | Excellent | Good, but Brittle and easily broken | Copper can be bent with a small radius angle; aluminum is prone to cracking under small radius angles. |
| Rebound Rate | Smaller, more stable | Large and unstable | The bending angle compensation for aluminum needs to be set to a larger value. |
| Surface | Average scratch resistance | Very easy to scratch | Aluminum busbars require extra care during feeding and processing. |
Differences and precautions in punching unit processing
When punching copper busbars, the cut surface is usually clean with few burrs. However, due to the hardness of copper, the punching die head wears relatively quickly, requiring regular checks of the punch’s sharpness.
When punching aluminum busbars, the soft and sticky nature of aluminum makes it prone to **Galling**, where aluminum shavings adhere to the punch or die. Therefore, the die must be cleaned more frequently to prevent shavings buildup that could cause punching deformation or die jamming. For aluminum busbars, the die clearance can be appropriately reduced to ensure a smooth hole wall.
Differences and precautions in cutting unit processing
Copper busbars have high shear resistance and typically have a bright cross-section. However, one crucial point must be noted: ensure the shear blade is sharp. If the blade is dull, the copper busbar cross-section is prone to chipped corners or severe burrs.
Aluminum busbars, on the other hand, have low shear resistance but are easily deformed (flattened). During shearing, the pressure of the clamping foot (pressing device) must be moderate. Excessive pressure may leave indentations on the aluminum busbar surface, while insufficient pressure will result in a non-perpendicular cross-section.
Differences and Precautions in Bending Unit Processing – The Most Critical Step
This is the process with the biggest difference between the two, mainly in the **bending radius (R angle) and springback compensation**.
Copper busbars have good ductility and can usually use smaller R angle dies (e.g., R = busbar thickness), making them less prone to cracking. Their springback angle is smaller (usually around 3°-5°), making CNC control easier.
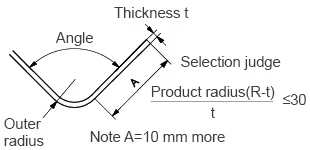
Aluminum busbars (especially hard aluminum) are extremely prone to cracking when stretched on the outside. This requires that **larger bending R angle dies must be used when processing aluminum busbars**, and **it is generally recommended that the R angle be ≥ 1.5 to 2 times the aluminum busbar thickness**. The springback rate of aluminum is also usually greater than that of copper (depending on the aluminum grade), and there is significant batch-to-batch variation. If the target angle is 90°, copper may only need to be bent to 92°, while aluminum may need to be bent to 95° or even more to spring back to 90°. It is recommended to set up a separate material library parameter for aluminum busbars in the CNC system.
Operation and maintenance precautions
- **Mold Protection (Recommended)**
- Although copper and aluminum can use the same set of molds, to prevent **electrochemical corrosion** (copper-aluminum contact accelerates corrosion in humid environments), it is recommended to use separate molds for copper and aluminum whenever possible. If mixing is unavoidable, thoroughly clean any metal shavings from the molds before switching materials.
- **Surface Protection:**
- Aluminum busbars are very easily scratched. When dragging aluminum busbars for positioning, avoid dragging them hard on the worktable. It is recommended to apply anti-abrasion rubber pads to the worktable of the busbar machine or use an auxiliary bracket with rollers.
- **Lubrication:**
- When punching holes in aluminum busbars, apply a small amount of special lubricating oil or alcohol to the punch to reduce adhesion and improve demolding smoothness.
Summary and Recommendations
If you are conducting mass production, it is recommended to establish two independent parameter libraries (“Copper-Lib” and “Aluminum-Lib”) in the CNC system of the busbar machine, and to distinguish between copper busbar-specific dies and aluminum busbar-specific dies for the punching unit. It is crucial to record the different bending elastic coefficients and die radius selections for both. This way, when switching materials, you can simply call up the relevant parameters with one click, eliminating the need for repeated die trials.
Articles recommandés
 When punching, cutting, and bending copper and aluminum busbars, to avoid obvious bright bands/shear bands or even burrs on the…
When punching, cutting, and bending copper and aluminum busbars, to avoid obvious bright bands/shear bands or even burrs on the…- When punching, cutting, and bending copper and aluminum busbars, to avoid obvious bright bands/shear bands or even burrs on the…
 The most detailed operating steps for copper busbars: punching, bending, and cutting.
The most detailed operating steps for copper busbars: punching, bending, and cutting. Busbar punching, cutting and bending machine, CNC busbar machine, maximum processing capacity of 12*160mm copper busbar, supports 3 people to…
Busbar punching, cutting and bending machine, CNC busbar machine, maximum processing capacity of 12*160mm copper busbar, supports 3 people to… Meilleure machine à barres omnibus en cuivre, avec les fonctions de poinçonneuse de barres omnibus et de machine de découpe de barres omnibus, poinçonnage de barres omnibus à commande CNC, découpe…
Meilleure machine à barres omnibus en cuivre, avec les fonctions de poinçonneuse de barres omnibus et de machine de découpe de barres omnibus, poinçonnage de barres omnibus à commande CNC, découpe… Nous prenons la fabrication de barres omnibus en cuivre au sérieux, y compris le poinçonnage, la découpe et le pliage. Nous pouvons même concevoir une solution sur mesure…
Nous prenons la fabrication de barres omnibus en cuivre au sérieux, y compris le poinçonnage, la découpe et le pliage. Nous pouvons même concevoir une solution sur mesure… La poinçonneuse de barres omnibus SUNSHINE est devenue l'équipement de fabrication de barres omnibus préféré des fabricants d'appareillages de commutation haute et basse tension et des…
La poinçonneuse de barres omnibus SUNSHINE est devenue l'équipement de fabrication de barres omnibus préféré des fabricants d'appareillages de commutation haute et basse tension et des… Pour les fabricants de jeux de barres à grande échelle qui nécessitent un degré élevé d'automatisation et une efficacité de production élevée dans le traitement des jeux de barres, MAC MX602K-8C…
Pour les fabricants de jeux de barres à grande échelle qui nécessitent un degré élevé d'automatisation et une efficacité de production élevée dans le traitement des jeux de barres, MAC MX602K-8C…
Le salon d'import-export de Chine recommande la machine à barres omnibus SUNSHINE®
Contactez-nousObtenez le meilleur devis pour une machine à barres omnibus de SunShine® en Chine
Examinez rapidement vos besoins et fournissez des solutions techniques professionnelles de manière efficace ! Nous écoutons et nous prenons soin de vos besoins. Nos collaborateurs vous contacteront par e-mail et par téléphone dans les 24 heures.
Où acheter une machine à jeux de barres fiable et de qualité ?
Nous sommes un fabricant et une usine de machines à barres omnibus en Chine. Veuillez contacter notre responsable des ventes Lisa (Courriel : lisa@busbarmachine.co) et fournir des plans de jeux de barres ou des échantillons de produits. Nous évaluerons et fabriquerons le meilleur produit ou produit recommandé pour vous. Personnalisation de la machine à jeux de barres (fonction ou PLC) et devis technique complet fourni.
Avec un budget limité, quel modèle de machine à jeux de barres acheter ?
SUNSHINE dispose de machines de jeux de barres économiques et de machines de jeux de barres CNC automatiques à hautes performances, et peut personnaliser les plans de devis techniques en fonction du site de production du client, des exigences de traitement des jeux de barres et du budget d'investissement. Veuillez contacter notre responsable des ventes professionnelle Lisa (Courriel : lisa@busbarmachine.co) pour des services d'assistance technique et de devis.
En plus de la machine à barres omnibus, fournissez-vous un moule à barres omnibus ?
Nous offrons généralement certains moules de barres omnibus, y compris le pliage, la découpe, le poinçonnage et le gaufrage, etc. Si vous avez des exigences particulières en matière de moules de barres omnibus, nous pouvons les personnaliser pour vous, avec des prix allant de US$40 à US$100.
Quelle est la tension de la machine ?
La tension standard est triphasée, 220 V, 60 Hz. La tension peut être personnalisée selon les exigences du client.
Quel est le délai de livraison ?
Cela dépend de la disponibilité de nos stocks et de la complexité de la machine à jeux de barres. Normalement, cela prend jusqu'à 3 jours si nous avons des jeux de barres adaptés en stock, et pour les machines à jeux de barres qui doivent être fabriquées du début à la fin, nous prenons généralement environ 7 à 15 jours. Pour les machines complexes ou les lignes de production de jeux de barres, nous avons besoin d'environ 20 à 30 jours.
Quelle est votre politique de garantie ?
Nous offrons une garantie de 12 mois dans le cadre d'une utilisation appropriée. Nous fournirons une assistance à distance et enverrons des pièces de rechange gratuites pendant la période de garantie.
Quelles sont vos conditions de paiement ?
Nos conditions de paiement sont le paiement anticipé 30% et le paiement du solde 70% avant expédition.
Pouvez-vous envoyer des ingénieurs à l’étranger pour effectuer des services d’installation, de formation ou de test sur site ?
Toutes les machines seront testées et déboguées avant expédition. En principe, nous ne fournissons que des services de débogage à distance et une assistance technique à distance. S'il s'agit d'une ligne de production de jeux de barres, nous aurons des techniciens sur place pour le service sur site.
Pouvons-nous visiter votre usine ou effectuer une inspection sur place ?
Nous invitons chaleureusement les clients à venir visiter et inspecter l'usine. Veuillez contacter notre responsable des ventes Lisa (Courriel : lisa@busbarmachine.co) et dites-nous votre emploi du temps. Nous vous enverrons une lettre d'invitation officielle.
Puis-je devenir distributeur de votre usine dans notre pays ?
Nous vous invitons vivement à postuler pour devenir notre distributeur de machines de jeux de barres et à développer conjointement les marchés étrangers. Nous offrirons des commissions de vente généreuses et des incitations en espèces supplémentaires. Pour connaître le contenu et les méthodes de coopération spécifiques, veuillez contacter notre PDG Robin (Courriel : ceo@busbarmachine.co).