Differences and precautions in processing copper busbars vs. aluminum busbars
When punching, cutting, and bending copper and aluminum busbars, to avoid obvious bright bands/shear bands or even burrs on the processed cross-section, it is recommended to establish two independent parameter libraries (“Copper-Lib” and “Aluminum-Lib”) in the CNC system of the busbar machine, and to distinguish between copper busbar-specific molds and aluminum busbar-specific molds for the…
{kind=link}
{kind=link}
When high and low voltage switchgear manufacturers or electrical panel factories use busbar machine (related: دستگاه باسبار چیست؟) to process copper and aluminum busbars, if the technical engineers do not understand the physical properties (hardness, ductility, resilience) of the two metal materials, the finished product will be uncontrollable when punching, cutting and bending copper and aluminum busbars. This will result in obvious bright zone/shear zone, or even burrs, which will affect the quality and service life of the switchgear or electrical panel.
Copper busbars and aluminum busbars have significantly different physical properties, resulting in drastically different processing parameters and precautions. The following is a detailed analysis of the differences and specific precautions for machining these two materials in busbar machine processing:
Physical properties of copper busbars and aluminum busbars
| ویژگی | Copper busbar | Aluminum busbar | Processing impact |
|---|---|---|---|
| Hardness | Higher | Lower (Softer) | Copper requires greater shearing and punching pressure; aluminum tends to stick to the tool. |
| Ductility | Excellent | Good, but Brittle and easily broken | Copper can be bent with a small radius angle; aluminum is prone to cracking under small radius angles. |
| Rebound Rate | Smaller, more stable | Large and unstable | The bending angle compensation for aluminum needs to be set to a larger value. |
| Surface | Average scratch resistance | Very easy to scratch | Aluminum busbars require extra care during feeding and processing. |
When punching copper busbars, the cut surface is usually clean with few burrs. However, due to the hardness of copper, the punching die head wears relatively quickly, requiring regular checks of the punch’s sharpness.
When punching aluminum busbars, the soft and sticky nature of aluminum makes it prone to **Galling**, where aluminum shavings adhere to the punch or die. Therefore, the die must be cleaned more frequently to prevent shavings buildup that could cause punching deformation or die jamming. For aluminum busbars, the die clearance can be appropriately reduced to ensure a smooth hole wall.
Differences and precautions in punching unit processing
When punching copper busbars, the cut surface is usually clean with few burrs. However, due to the hardness of copper, the punching die head wears relatively quickly, requiring regular checks of the punch’s sharpness.
When punching aluminum busbars, the soft and sticky nature of aluminum makes it prone to **Galling**, where aluminum shavings adhere to the punch or die. Therefore, the die must be cleaned more frequently to prevent shavings buildup that could cause punching deformation or die jamming. For aluminum busbars, the die clearance can be appropriately reduced to ensure a smooth hole wall.
نکات: Requirements for die clearance when punching copper and aluminum busbars.
Differences and precautions in cutting unit processing
Copper busbars have high shear resistance and typically have a bright cross-section. However, one crucial point must be noted: ensure the shear blade is sharp. If the blade is dull, the copper busbar cross-section is prone to chipped corners or severe burrs.
Aluminum busbars, on the other hand, have low shear resistance but are easily deformed (flattened). During shearing, the pressure of the clamping foot (pressing device) must be moderate. Excessive pressure may leave indentations on the aluminum busbar surface, while insufficient pressure will result in a non-perpendicular cross-section.
Differences and Precautions in Bending Unit Processing – The Most Critical Step
This is the process with the biggest difference between the two, mainly in the **bending radius (R angle) and springback compensation**.
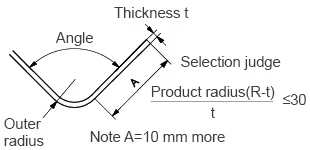
Copper busbars have good ductility and can usually use smaller R angle dies (e.g., R = busbar thickness), making them less prone to cracking. Their springback angle is smaller (usually around 3°-5°), making CNC control easier.
Aluminum busbars (especially hard aluminum) are extremely prone to cracking when stretched on the outside. This requires that **larger bending R angle dies must be used when processing aluminum busbars**, and **it is generally recommended that the R angle be ≥ 1.5 to 2 times the aluminum busbar thickness**. The springback rate of aluminum is also usually greater than that of copper (depending on the aluminum grade), and there is significant batch-to-batch variation. If the target angle is 90°, copper may only need to be bent to 92°, while aluminum may need to be bent to 95° or even more to spring back to 90°. It is recommended to set up a separate material library parameter for aluminum busbars in the CNC system.
Operation and maintenance precautions
- **Mold Protection (Recommended)**
- Although copper and aluminum can use the same set of molds, to prevent **electrochemical corrosion** (copper-aluminum contact accelerates corrosion in humid environments), it is recommended to use separate molds for copper and aluminum whenever possible. If mixing is unavoidable, thoroughly clean any metal shavings from the molds before switching materials.
- **Surface Protection:**
- Aluminum busbars are very easily scratched. When dragging aluminum busbars for positioning, avoid dragging them hard on the worktable. It is recommended to apply anti-abrasion rubber pads to the worktable of the busbar machine or use an auxiliary bracket with rollers.
- **Lubrication:**
- When punching holes in aluminum busbars, apply a small amount of special lubricating oil or alcohol to the punch to reduce adhesion and improve demolding smoothness.
Summary and Recommendations
If you are conducting mass production, it is recommended to establish two independent parameter libraries (“Copper-Lib” and “Aluminum-Lib”) in the CNC system of the busbar machine, and to distinguish between copper busbar-specific dies and aluminum busbar-specific dies for the punching unit. It is crucial to record the different bending elastic coefficients and die radius selections for both. This way, when switching materials, you can simply call up the relevant parameters with one click, eliminating the need for repeated die trials.
مقالات پیشنهادی
 When punching, cutting, and bending copper and aluminum busbars, to avoid obvious bright bands/shear bands or even burrs on the…
When punching, cutting, and bending copper and aluminum busbars, to avoid obvious bright bands/shear bands or even burrs on the… The most detailed operating steps for copper busbars: punching, bending, and cutting.
The most detailed operating steps for copper busbars: punching, bending, and cutting. Busbar punching, cutting and bending machine, CNC busbar machine, maximum processing capacity of 12*160mm copper busbar, supports 3 people to…
Busbar punching, cutting and bending machine, CNC busbar machine, maximum processing capacity of 12*160mm copper busbar, supports 3 people to… بهترین دستگاه باسبار مسی، با عملکردهای دستگاه پانچ باسبار و دستگاه برش باسبار، پانچ باسبار با کنترل CNC، برش...
بهترین دستگاه باسبار مسی، با عملکردهای دستگاه پانچ باسبار و دستگاه برش باسبار، پانچ باسبار با کنترل CNC، برش... ما ساخت باسبار مسی، از جمله پانچ، برش و خم کردن باسبار را جدی میگیریم. در واقع، میتوانیم یک راهحل سفارشی طراحی کنیم…
ما ساخت باسبار مسی، از جمله پانچ، برش و خم کردن باسبار را جدی میگیریم. در واقع، میتوانیم یک راهحل سفارشی طراحی کنیم… دستگاه پانچ باسبار SUNSHINE به تجهیزات ساخت باسبار مورد علاقه برای تولیدکنندگان تابلوهای ولتاژ بالا و پایین و تجهیزات الکتریکی تبدیل شده است…
دستگاه پانچ باسبار SUNSHINE به تجهیزات ساخت باسبار مورد علاقه برای تولیدکنندگان تابلوهای ولتاژ بالا و پایین و تجهیزات الکتریکی تبدیل شده است… برای تولیدکنندگان باسبار در مقیاس بزرگ که به درجه بالایی از اتوماسیون و راندمان تولید بالا در پردازش باسبار نیاز دارند، MAC MX602K-8C…
برای تولیدکنندگان باسبار در مقیاس بزرگ که به درجه بالایی از اتوماسیون و راندمان تولید بالا در پردازش باسبار نیاز دارند، MAC MX602K-8C… دستگاه برش باسبار برای فروش، قیمت دستگاه باسبار دست اول را از تولیدکنندگان دستگاه برش، پانچ، خم و برش باسبار دریافت کنید.
دستگاه برش باسبار برای فروش، قیمت دستگاه باسبار دست اول را از تولیدکنندگان دستگاه برش، پانچ، خم و برش باسبار دریافت کنید.
نمایشگاه واردات و صادرات چین SUNSHINE® BUSBAR MACHINE را توصیه می کند
با ما تماس بگیریدبهترین قیمت ماشین اتوبوس را از SunShine® در چین دریافت کنید
به سرعت نیاز خود را بررسی کنید و راه حل های فنی حرفه ای را به طور کارآمد ارائه دهید! ما گوش می دهیم و به نیازهای شما اهمیت می دهیم، افراد ما در عرض 24 ساعت از طریق ایمیل و تماس های تلفنی با شما در تماس خواهند بود.
دستگاه شینه با کیفیت قابل اعتماد را از کجا بخریم؟
ما تولید کننده و کارخانه باسبار چین هستیم. لطفا با مدیر فروش ما لیزا تماس بگیرید (ایمیل: lisa@busbarmachine.co) و نقشه های شینه یا نمونه محصول را ارائه دهید. ما بهترین محصول یا محصول پیشنهادی را برای شما ارزیابی کرده و خواهیم ساخت. سفارشی سازی دستگاه باسبار (عملکرد یا PLC) و نقل قول فنی کامل ارائه شده است.
با بودجه تقلیدی کدام مدل دستگاه شینه را بخریم؟
SUNSHINE دارای ماشینهای شینه مقرون به صرفه و ماشینهای شینه CNC خودکار با کارایی بالا است و میتواند طرحهای نقل قول فنی را با توجه به سایت تولید مشتری، نیازهای پردازش شینه و بودجه سرمایه سفارشی کند. لطفا با مدیر فروش حرفه ای ما لیزا تماس بگیرید (ایمیل: lisa@busbarmachine.co) برای پشتیبانی فنی و خدمات نقل قول.
علاوه بر دستگاه شینه، قالب شینه را ارائه می دهید؟
ما معمولاً برخی از قالبهای شینه، از جمله خم کردن، برش، پانچ کردن و برجسته کردن و غیره را به شما میدهیم. اگر نیازهای خاصی برای قالب شینه دارید، میتوانیم آنها را با قیمتهای مختلف از US$40 تا US$100 برای شما سفارشی کنیم.
ولتاژ دستگاه چقدر است؟
ولتاژ استاندارد 3 فاز، 220 ولت، 60 هرتز است. ولتاژ را می توان بر اساس نیاز مشتری سفارشی کرد.
زمان تحویل چقدر است؟
این بستگی به در دسترس بودن موجودی ما و پیچیدگی دستگاه باسبار دارد. به طور معمول اگر شینه های مناسب در انبار داشته باشیم تا 3 روز طول می کشد و برای ماشین های شینه که از ابتدا تا انتها باید تولید شوند، معمولاً حدود 7 تا 15 روز زمان می برد. برای ماشین های پیچیده یا خطوط تولید شینه، حدود 20 تا 30 روز زمان نیاز داریم.
سیاست گارانتی شما چیست؟
ما 12 ماه گارانتی را تحت استفاده مناسب ارائه می دهیم. کمک از راه دور ارائه می کند و قطعات جایگزین رایگان را تحت دوره گارانتی ارسال می کند.
شرایط پرداخت شما چیست؟
مدت پرداخت ما پیش پرداخت 30% و پرداخت مانده 70% قبل از حمل و نقل است.
آیا می توانید مهندسین را برای انجام خدمات نصب، آموزش یا آزمایش در محل به خارج از کشور بفرستید؟
همه ماشین ها قبل از ارسال تست و رفع اشکال می شوند. در اصل، ما فقط خدمات رفع اشکال از راه دور و کمک فنی از راه دور را ارائه می دهیم. اگر خط تولید شینه باشد تکنسین هایی در محل برای سرویس در محل خواهیم داشت.
آیا می توانیم از کارخانه شما بازدید کنیم یا بازرسی در محل انجام دهیم؟
ما از مشتریان برای بازدید و بازرسی کارخانه بسیار استقبال می کنیم. لطفا با مدیر فروش ما لیزا تماس بگیرید (ایمیل: lisa@busbarmachine.co) و برنامه خود را به ما بگویید. ما یک دعوت نامه رسمی برای شما ارسال می کنیم.
آیا می توانم توزیع کننده کارخانه شما در کشورمان باشم؟
ما بسیار از شما استقبال می کنیم که برای تبدیل شدن به توزیع کننده دستگاه باسبار ما و توسعه مشترک بازارهای خارج از کشور درخواست دهید. ما کمیسیون های فروش سخاوتمندانه و مشوق های نقدی اضافی را ارائه خواهیم داد. برای محتوا و روش های همکاری خاص، لطفا با مدیر عامل ما رابین تماس بگیرید (ایمیل: ceo@busbarmachine.co).